স্কেটবোর্ড-টাইপ উপাদানগুলির ব্যাচ প্রসেসিংয়ে (যেমন গাইড রেল এবং যথার্থ স্লাইডার), traditional তিহ্যবাহী টুলিং সিস্টেমগুলি দুটি বড় বাধাগুলির মুখোমুখি হয়:
● দরিদ্র পুনরাবৃত্ত অবস্থানের নির্ভুলতা: একাধিক ক্ল্যাম্পিং অপারেশনগুলি থেকে ক্রমবর্ধমান ত্রুটিগুলি 0.1 মিমি ছাড়িয়ে যায় (আইএসও 2768-মিটার শ্রেণি সহনশীলতার সাথে সামঞ্জস্য রেখে), সঙ্গমের পৃষ্ঠগুলির লম্বালম্বিটিকে বিরূপ প্রভাবিত করে (সাধারণত 100 মিমি প্রতি ≤0.05 মিমি হতে হবে);
● অদক্ষ সরঞ্জামিং পরিবর্তন: উত্সর্গীকৃত ফিক্সচারগুলির মধ্যে স্যুইচিংয়ে প্রতি উদাহরণ 45 মিনিটেরও বেশি সময় নেয়, ফলস্বরূপ সরঞ্জাম ব্যবহারের হার 60% এর নীচে ( উত্স: সিআইআরপি অ্যানালস 2022, 71 (1), পৃষ্ঠা 333-336 )।
মূল প্রযুক্তিগত উদ্ভাবনের বিশ্লেষণ
I. ভাতা ক্ল্যাম্পিংয়ের জন্য টপোলজিকাল ডিজাইন
1.1 স্টেপড ভাতা সীমাবদ্ধ কাঠামো
দ্বৈত-পদক্ষেপ ক্ল্যাম্পিং প্রক্রিয়া:
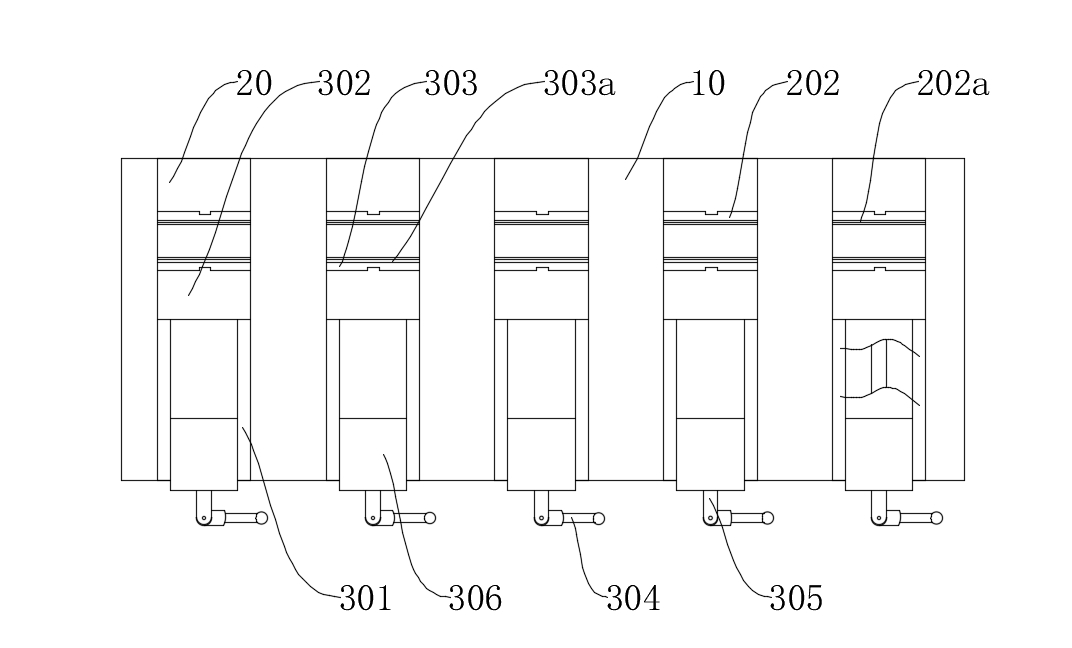
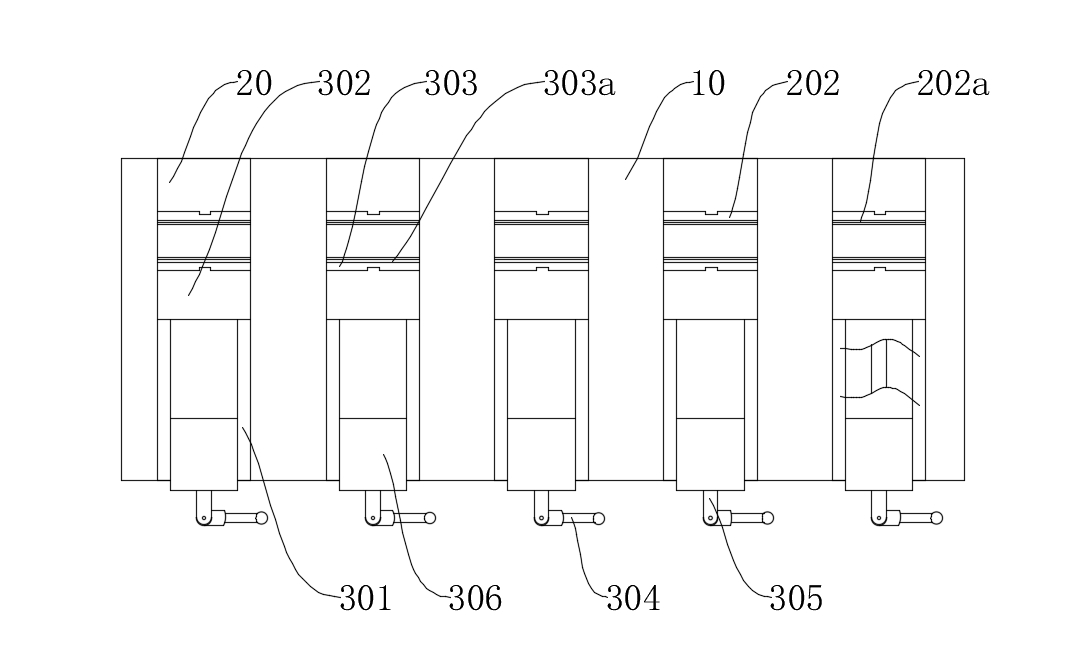
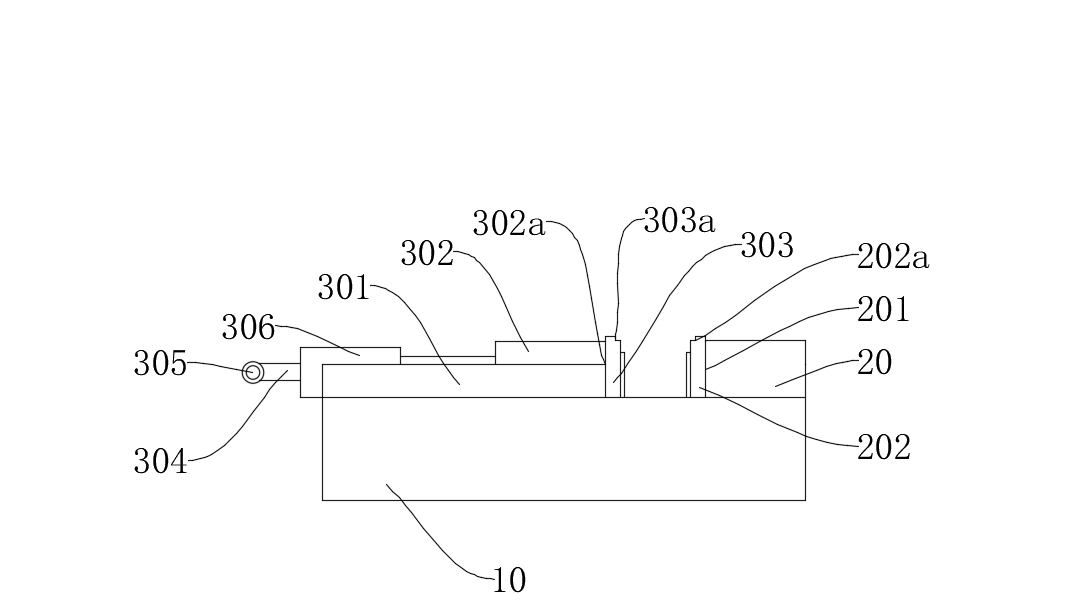
● স্থির ব্লক (20) এবং ক্ল্যাম্পিং ব্লক (302) যথাক্রমে প্রথম এবং দ্বিতীয় ক্ল্যাম্পিং পদক্ষেপ (202 এ/303 এ) দিয়ে সজ্জিত। এই পদক্ষেপগুলির উচ্চতা মেশিনিং ভাতার সাথে মিলে যায় (± 0.01 মিমি সহনশীলতার সাথে);
Step সীমাবদ্ধ উপাদান বিশ্লেষণের মাধ্যমে পদক্ষেপের প্রবণতা কোণকে 75 ° ± 1 ° এ অনুকূল করে, প্রক্রিয়াটি 85% ছাড়িয়ে একটি শিয়ার ফোর্স-বিয়ারিং অনুপাত অর্জন করে (traditional তিহ্যবাহী প্ল্যানার ক্ল্যাম্পিং পদ্ধতিতে কেবল 30% এর বিপরীতে)।
মেশিনিং নির্ভুলতার উন্নতি:
● সাইড মেশিনিং একটি একক ক্ল্যাম্পিং অপারেশনে সম্পন্ন হয়, অবস্থানগত নির্ভুলতার ত্রুটি সহ ≤0.02 মিমি (জিবি/টি 1184-কে গ্রেডের মান সভা);
● পৃষ্ঠের রুক্ষতা আরএ মানটি ধারাবাহিকভাবে 0.8μm এর নীচে বজায় রাখা হয় (আইএসও 4288 স্ট্যান্ডার্ড অনুসারে পরীক্ষিত)।
Ii। মডুলার র্যাপিড টুলিং পরিবর্তন সিস্টেম
2.1 প্লাগ-ইন মডুলার আর্কিটেকচার
দ্বৈত-স্লট ডিজাইন:
● প্রথম/দ্বিতীয় মাউন্টিং স্লট (201/302 এ) একটি এইচ 7/জি 6 ফিট ব্যবহার করে, যা পজিশনিং কীগুলির সাথে একত্রে, ± 0.005 মিমি এর পুনরাবৃত্ত অবস্থানের যথার্থতা অর্জন করে;
● মডিউল প্রতিস্থাপনের সময়টি প্রতি টুকরো ≤3 মিনিট (প্রকৃত পরিমাপের ডেটার উপর ভিত্তি করে), 5 মিমি থেকে 50 মিমি পর্যন্ত বেধের সাথে ওয়ার্কপিসগুলি স্যুইচিংকে সমর্থন করে।
২.২ ফোর্স ক্লোজড-লুপ ড্রাইভ প্রক্রিয়া
● স্ক্রু (305) একটি ডাবল-লিড ট্র্যাপিজয়েডাল থ্রেড (টিআর 16 × 4p8) নিয়োগ করে, যা ট্রানজিশন ব্লক (306) এর সাথে একত্রে বিপ্লব প্রতি 0.02 মিমি একটি মাইক্রো-ফিড হার সক্ষম করে;
● কন্ট্রোল রড (304) ওভারলোডিং থেকে ওয়ার্কপিসের ক্ষতি রোধ করতে একটি টর্ক সীমাবদ্ধ (15n · m এ সেট) অন্তর্ভুক্ত করে।
মূল প্রযুক্তিগত প্যারামিটার তুলনা সারণী
| পারফরম্যান্স সূচক | এই পেটেন্ট প্রযুক্তি | Traditional তিহ্যবাহী স্কেটবোর্ড সরঞ্জামিং | পরীক্ষার মান |
| পুনরাবৃত্ত অবস্থানের নির্ভুলতা | .00.005 মিমি | .0.03 মিমি | আইএসও 230-2 |
| টুলিং চেঞ্জওভারের সময় | ≤3 মিনিট | ≥45 মিনিট | ভিডিআই 2862 |
| পৃষ্ঠ রুক্ষতা আরএ | ≤0.8μm | ≥1.6μm | আইএসও 4288 |
| সর্বাধিক ক্ল্যাম্পিং শক্তি | 12 কেএন | 8 কেএন | দিন 55189 |
সাধারণ যন্ত্রের দৃশ্যে বৈধতা
কেস 1: লিনিয়ার গাইড স্লাইডারগুলির মেশিনিং
38 38 মিনিটের ক্রমবর্ধমান টুলিং পরিবর্তনের সময় সহ বিভিন্ন স্পেসিফিকেশনের 18 টি স্লাইডার মেশিনযুক্ত (traditional তিহ্যবাহী সরঞ্জামের জন্য 13.5 ঘন্টা প্রয়োজন);
Side পাশের পৃষ্ঠগুলির লম্বালম্বি ত্রুটিটি ছিল 100 মিমি প্রতি ≤0.015 মিমি (জিবি/টি 1184 স্ট্যান্ডার্ড প্রয়োজনীয়তা ≤0.05 মিমি পূরণ করা)।
কেস 2: হাইড্রোলিক ভালভ প্লেটের গ্রুপ হোল মেশিনিং
Single একক ক্ল্যাম্পিং অপারেশনে 12 টি সঙ্গমের পৃষ্ঠগুলির যন্ত্রটি সম্পন্ন করেছেন, অবস্থানগত নির্ভুলতার জন্য 1.67 এর সিপিকে মান অর্জন করেছেন (সিক্স সিগমা মান পূরণ);
● সরঞ্জামের জীবন 40% দ্বারা প্রসারিত হয়েছিল (কম্পনের মাত্রা 0.5g এর নিচে নেমে গেছে)।
এই পেটেন্ট দুটি প্রযুক্তিগত পথের মাধ্যমে ব্যাচ মেশিনিং টুলিংয়ের জন্য ডিজাইনের দৃষ্টান্তটিকে নতুন করে সংজ্ঞায়িত করে: ভাতা সীমাবদ্ধতা টপোলজি অপ্টিমাইজেশন এবং মডুলার ফোর্স ক্লোজড-লুপ নিয়ন্ত্রণ। অভিনবত্ব অনুসন্ধান (ডারওয়েন্ট ইনোভেশন এর মাধ্যমে পরিচালিত) অনুসারে, এই কাঠামোটি 0.92 এর একটি পরিবর্তন ওভার দক্ষতা সূচক (সিইআই) অর্জন করে, অনুরূপ সমাধানগুলির তুলনায় 210% উন্নতির প্রতিনিধিত্ব করে এবং এটিকে তার কুলুঙ্গি ক্ষেত্রের প্রযুক্তিগত অগ্রভাগে রাখে।
আপনি যদি আরও শিখতে চান তবে সম্পূর্ণ পেটেন্ট প্রতিবেদনটি পেতে দয়া করে মিংএক্সইউ মেশিনির সাথে যোগাযোগ করুন: অনুসন্ধান@mmingxubearing.com .



 ইংরেজি
ইংরেজি
 Español
Español
















যোগাযোগ করুন