


 ইংরেজি
ইংরেজি
 Español
Español
MXB-JTWN মেট্রিক থ্রাস্ট ওয়াশার স্ক্রু হোল ছাড়া
Cat:স্ব-তৈলাক্তকরণ বিয়ারিং
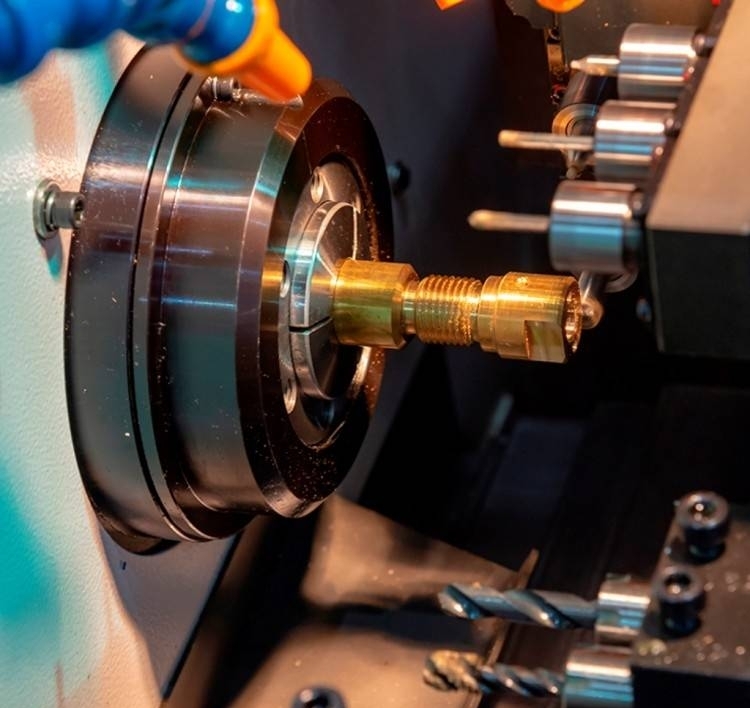
MXB-JTW মেট্রিক থ্রাস্ট ওয়াশারগুলি উচ্চ-শক্তির পিতলের (ZCuZn25Al6) উপর ভিত্তি করে তৈরি করা হয়, শক্ত লুব্রিকেন্ট (গ্রাফাইট বা মলিবডেনাম ডিসালফাইড)...
বিস্তারিত দেখুনতামার মিশ্রণগুলি সাধারণত তাদের দুর্দান্ত বৈদ্যুতিক পরিবাহিতা, তাপ পরিবাহিতা এবং জারা প্রতিরোধের কারণে যান্ত্রিক উপাদানগুলির উত্পাদনতে ব্যবহৃত হয়। যাইহোক, মেশিনিং প্রক্রিয়া চলাকালীন, নিম্নলিখিত সতর্কতা অবলম্বন করা উচিত:
1. তামার মিশ্রণের উপাদান বৈশিষ্ট্য
2. কাটা পরামিতিগুলির নির্বাচন
3. টুল নির্বাচন
4. কুলিং এবং লুব্রিকেশন
6. সরঞ্জাম সরঞ্জাম
7.পোস্ট মেশিন চিকিত্সা
8. সাফটি সতর্কতা
9. কমন সমস্যা এবং সমাধান
দুর্বল পৃষ্ঠের গুণমান: কাটিয়া পরামিতিগুলির অনুপযুক্ত নির্বাচন বা দুর্বল সরঞ্জাম তীক্ষ্ণ হওয়ার ফলে পৃষ্ঠের নিম্নমানের খারাপ হতে পারে। কাটিয়া পরামিতিগুলি অনুকূল করে বা সরঞ্জাম তীক্ষ্ণ করার গুণমান বাড়িয়ে এটি উন্নত করা যেতে পারে

MXB-JTW মেট্রিক থ্রাস্ট ওয়াশারগুলি উচ্চ-শক্তির পিতলের (ZCuZn25Al6) উপর ভিত্তি করে তৈরি করা হয়, শক্ত লুব্রিকেন্ট (গ্রাফাইট বা মলিবডেনাম ডিসালফাইড)...
বিস্তারিত দেখুন
নির্মাণ শিল্পে, MXB-JUWP স্ব-তৈলাক্তকরণ পরিধান-প্রতিরোধী প্লেটগুলি প্রধানত বিল্ডিং কাঠামোর সুরক্ষার জন্য ব্যবহৃত হয়। বিল্ডিং স্ট্রাকচারের দীর্ঘমেয...
বিস্তারিত দেখুন
MGB9834 DIN9834 স্ট্যান্ডার্ড গাইড বুশিং DIN9843 স্ট্যান্ডার্ড মেনে চলে এবং ইউরোপীয় স্বয়ংচালিত স্ট্যাম্পিং ডাইসের জন্য উপযুক্ত। এটি শ্যাফ্ট, রড এ...
বিস্তারিত দেখুন
MJGBF তেল-মুক্ত ইনজেকশন গাইড বুশিংগুলি প্লাস্টিক ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ায় ব্যবহৃত উপাদানগুলি যা ধারাবাহিকভাবে সুনির্দিষ্ট প্রান্তিককরণ এবং ...
বিস্তারিত দেখুন
MX2000-2 নিকেল গ্রাফাইট বিচ্ছুরিত খাদ ভারবহন কঠিন লুব্রিকেটিং বিয়ারিংগুলির মধ্যে একটি নতুন পণ্য। TF-1 এর সাথে তুলনা করে, এই পণ্যটির ভাল মরিচা প্রত...
বিস্তারিত দেখুন
SF-1SS is a highly corrosion-resistant and wear-resistant bearing made of stainless steel as the base material and PTFE sprayed on the surface. This m...
বিস্তারিত দেখুন
SF-1P reciprocating bearing is a novel formula product designed based on the structure of SF-1X material and according to the special common condition...
বিস্তারিত দেখুন
SF-2S oil-free lubricating bearing is an improved product of SF-2, with steel back matrix, sintered spherical tin bronze powder in the middle, and rol...
বিস্তারিত দেখুন
FB09G bronze solid lubricating bearing is made of bronze material as the base material and solid lubricant embedded in the surface. Since the copper a...
বিস্তারিত দেখুন
FB08G solid lubricating bearing is a novel thin-wall solid lubricating bearing made of JF800 bimetallic material as the matrix and special solid lubri...
বিস্তারিত দেখুন Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




যোগাযোগ করুন